





鈑金折彎加工如何計算折彎尺寸現代的鈑金折彎件加工工藝要求鈑金折彎展開準確,折彎加工后無需后續切割或剪切類加工就可以成為理想的鈑金折彎件,這就要求確計算鈑金折彎展開尺寸,并畫出折彎展開圖。目前較常規的計算方法是以截面中心層計算展開長度,認為中心層就是鈑金長度始終不變的一個層,其長度就是鈑金折彎展開的長度,它的位置剛好在板厚的一半處,對于一些要求精度不是太高的薄板大折彎角的零件,這種計算方法相對還是比較準確的,但對于厚板小折彎角鈑金零件的折彎,由于其中心層長度并非鈑金折彎展開的長度,以它的長度下料后再折彎時經常出現零件尺寸偏大的情況。






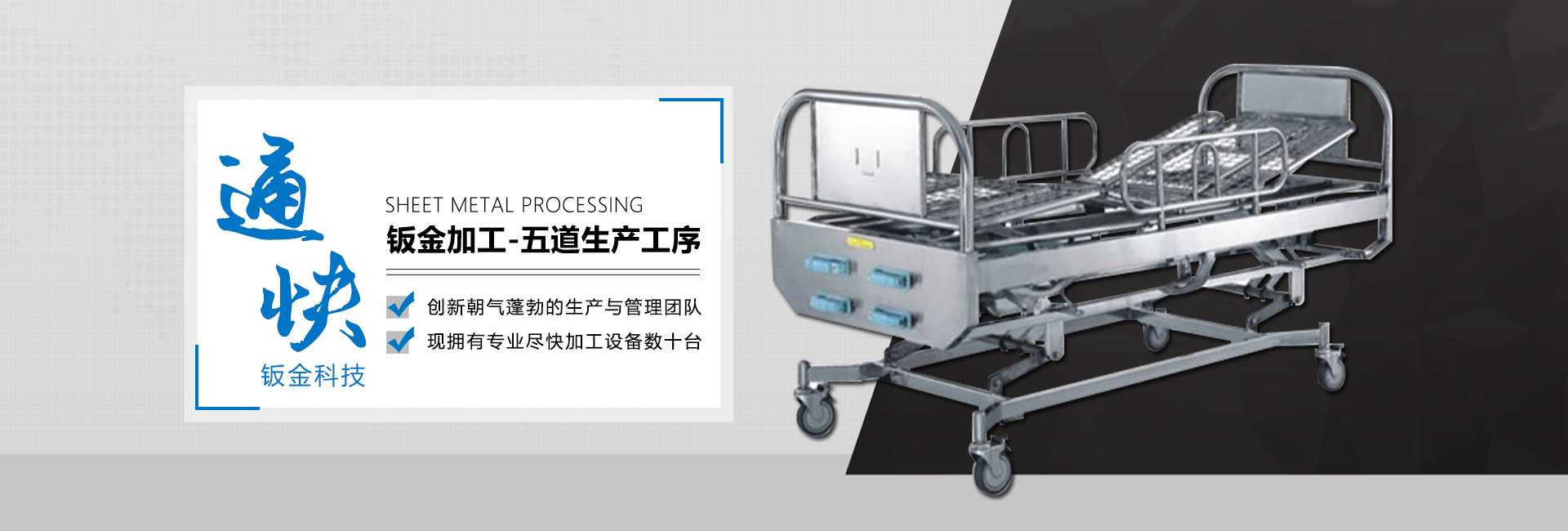
鈑金加工工藝流程你知道多少圖紙到手后,根據展開圖及批量的不同選擇不同落料方式,其中有激光,數控沖床,剪板,模具等方式,然后根據圖紙做出相應的展開。數控沖床受刀具方面的影響,對于一些異形工件和不規則孔的加工,在邊緣會出現較大的毛刺,要進行后期去毛刺的處理,同時對工件的精度有一定的影響;激光加工無刀具限制,斷面平整,適合異形工件的加工,但對于小工件加工耗時較長。

鈑金加工工藝流程你知道多少鈑金件的質量除在生產制程中嚴格要求外,就是需要獨立于生產的品質檢驗,一是按圖紙嚴格把關尺寸,二是嚴格把關外觀質量,對尺寸不符者進行返修或報廢處理,外觀不允許碰劃傷,噴涂后的色差、耐蝕性、附著力等進行檢驗。這樣可以找到展開圖錯誤,制程中的不良習慣,制程中的錯誤,如數沖編程錯誤,模具錯誤等。



 在線客服
在線客服 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com


